Tutoriel de décontamination Métallurgique.Dans le cadre de l’élaboration d’alliages de modélisme, nous sommes assez souvent
amené à utiliser des matériaux de récupération tels que des objets en étain, et autres
bibelots et profilés en plomb, zinc, etc etc …
En adaptant quelque peu le procédé de Mr Pattison à nos besoins de modélistes,
nous pouvons ainsi décontaminer un tant soit peu nos matières premières métallurgiques.
Je vous propose donc maintenant en photos et en explications un petit concentré de cette
technique de nettoyage (décontamination) métallurgique très facile à mettre en œuvre.
Il est un point très important à respecter : Ne JAMAIS stocker un métal propre ou
décontaminé avec des éléments souillés, impurs ou de natures différentes.
Ainsi, prenez la précaution de bien stocker et identifier vos composants propres en
contenants individuels refermables.

Le cuivre propre est clairement identifié et ne sera stocké que et uniquement avec du
cuivre propre de même nature ceci afin de limiter les risques de pollution du métal par
souillures ou ionisation d’éléments de natures différentes.
Évitez les identifications sur couvercles qui peuvent être intervertis.

Prenez soins d’agir avec les mêmes précautions pour chacun des composants que vous
aurez à utiliser dans vos créations d’alliages métallurgiques.

Exemple de retraitement/décontamination de Plomb d’équilibrage automobile.

Les éléments sont au préalable nettoyés au mieux, par sablage, trempage en bain d’acide
décapant ou pourquoi pas Coca cola qui fonctionne également très bien.
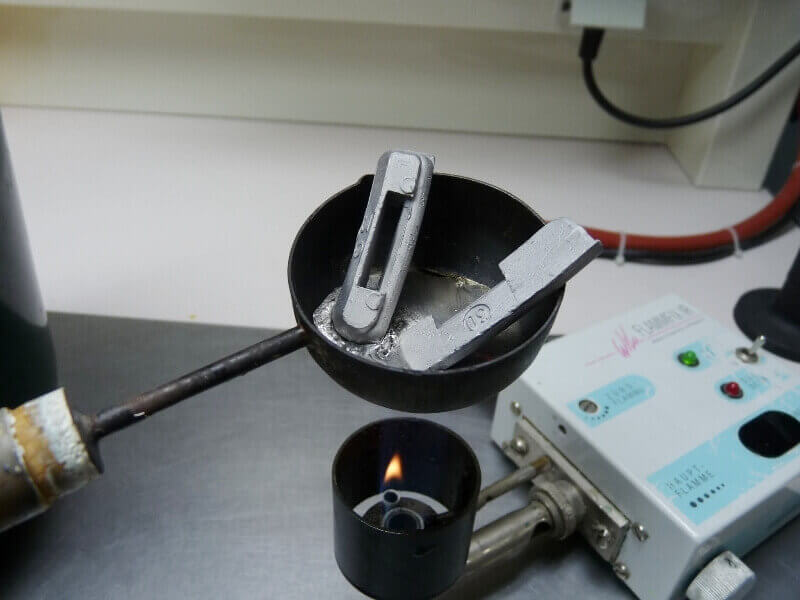
Sur ce cliché, les masses d’équilibrage ont été sablées.

Le matériel indispensable à cette opération :
- Une coupelle de fonte avec poignée isolante (ici en bois).
- Un bec bunsen, plaque de cuisson gaz, chalumeau de plomberie, etc etc …
- Un bol caoutchouc rempli d’eau froide, ayant une contenance minimale de 1000 ml.
(bannir l’emploi de glaçons qui nuiraient fortement à l’opération).
Le bol caoutchouc est ici préconisé parce que nous n’évoquons que le traitement de
métaux dits basse
fusion ayant un point liquidus inférieur à 450°c.
Il est bien évident que pour des températures métalliques liquidus supérieures,
un récipient élaboré dans un autre matériau que caoutchouc, moins sensible aux fortes chaleurs est requit,
comme un bac en métal par exemple.
A noter que pour le retraitement de métaux dont le
point liquidus est supérieur à 920°c,
cette
technique s’avère
hasardeuse et pas très efficace.

Restons donc raisonnables et dans le contexte d’utilisation de métaux dits basse fusion !
Il est très important de ne pas fondre un métal basse fusion par apport de la flamme
directement en contact avec le métal à liquéfier.
Les métaux basse fusion étant gourmands de gaz de combustion comme le gaz carbonique
une chauffe en contact directe de la flamme souillerait le métal plus que de raison.
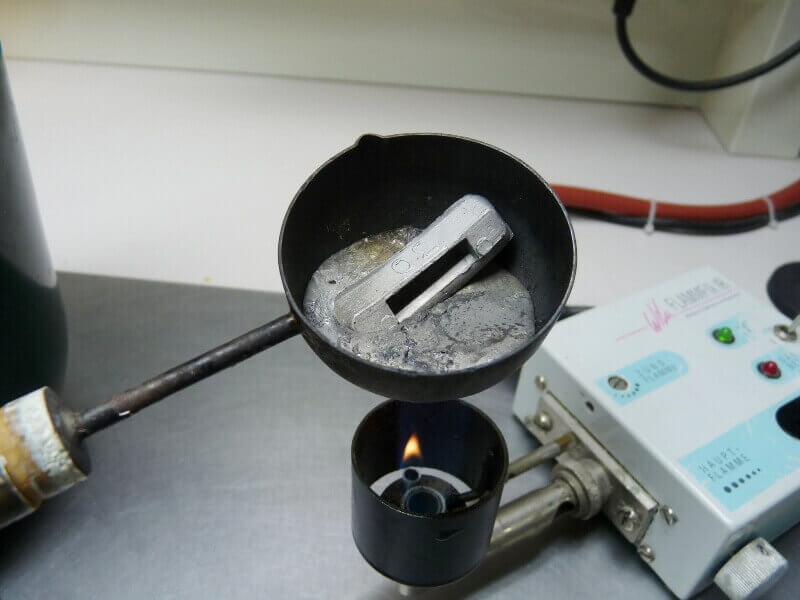
Le métal à décontaminé est donc placé dans la coupelle de fonte et même dans le cadre
d’une chauffe à l’aide d’un chalumeau, l’apport de chaleur de fonte se fait TOUJOURS
sous la coupelle, tout comme dans les fourneaux des fonderies du XVIe siècle les apports de chaleur
se réalisaient sous le fourneau de fonte, sans contact direct de la flamme avec les métaux.
Ne cherchez pas à accélérer un processus de fonte, la température de fusion doit être
atteinte le plus linéairement possible, ceci afin de séparer du "mieux que faire se peut"
les différents composants éventuellement en présence (procédé Pattison).
Rappelez vous également que les fondeurs du XVIe chauffaient leurs métaux parfois
plusieurs jours avant que le mélange n’atteigne sa température de coulée.
Une fois la masse correctement liquéfiée, assurez vous en,
en induisant un très léger mouvement de rotation de façon à la faire rouler dans
la coupelle, versez le métal en fusion, sans précipitation, le plus tranquillement
possible, dans le bol rempli d’eau froide en opérant des mouvements circulaires de façon à
ce que le métal ne se retrouve pas en un seul endroit du bol.

Cette opération terminée, vous constaterez que le métal en fusion s’est cristallisé en
gouttelettes au fond du bol par effet de choc thermique, ce qui aura pour effet de
garantir son homogénéité.
Bien entendu si vous avez besoin de renouveler plusieurs fois cette opération, assurez
vous que la température de l’eau contenue dans le bol reste suffisamment froide.

A la fin de cette étape, vous remarquerez qu’une croute de "crasse" reste dans la coupelle.
Le plomb étant le plus lourd des composants basse fusion, il est donc celui qui sortira de
la coupelle en premier lors du déversement (méthode Pattison).
La croute restante étant soit des composés plus fusibles donc plus légers, soit des
impuretés. Le plomb est donc entre autre, le métal basse fusion le plus facile à isoler dans
le cadre de métal de récupération.

Il est très intéressant de pratiquer cette technique de nettoyage avec tous les composants
d’un alliage basse fusion, y compris sur des échantillons propres et non souillés car on
obtient ainsi un stockage des métaux en micro paillons qu’il est très facile alors de
peser pour l’obtention d’alliages en dosages très précis, comme nous le verrons plus bas.

Remarquez la différence de forme des paillons d’étain et de plomb.
Ceci est du, non seulement à leur différence de densité, mais aussi à leur différence de
température de liquidus.
Le plomb a une température de fusion moins élevée que l’étain, il se cristallise donc plus
vite au contact de l’eau froide induisant des gouttelettes plus petites.
L’étain lui est moins dense que le plomb et fond à une température plus élevée,
il coulera donc moins vite et mettra plus de temps à refroidir d’où l’aspect des gouttelettes de forme allongée.
A force d’habitude, cette technique vous permettra également de reconnaître les métaux
en présence grâce non seulement à la forme de leurs gouttelettes, mais aussi à leur teinte,
opacité, dureté, etc etc … fait bien appréciable en métallurgie !
Notez également pourquoi l’utilisation de glaçons dans le récipient d’eau froide est à
proscrire, évident ! en effet lors du déversement le métal liquide se déposerait sur ces
minis icebergs flottants induisant des formes de gouttelettes qui n’en seraient plus,
disparates et que l’on ne pourrait alors plus identifier à coup sur.

Comme je l’ai expliqué plus avant, facilité d’utilisation lors des pesées pour composer
les alliages dont nous avons besoin.
il devient très facile d’ajuster un poids de composant métallique au 10ème de gramme
près en coupant simplement des bouts de gouttelette à la pince coupante.
Remarquez la différence de poids/volume entre une gouttelette d’étain et de plomb.
Gouttelette d’étain.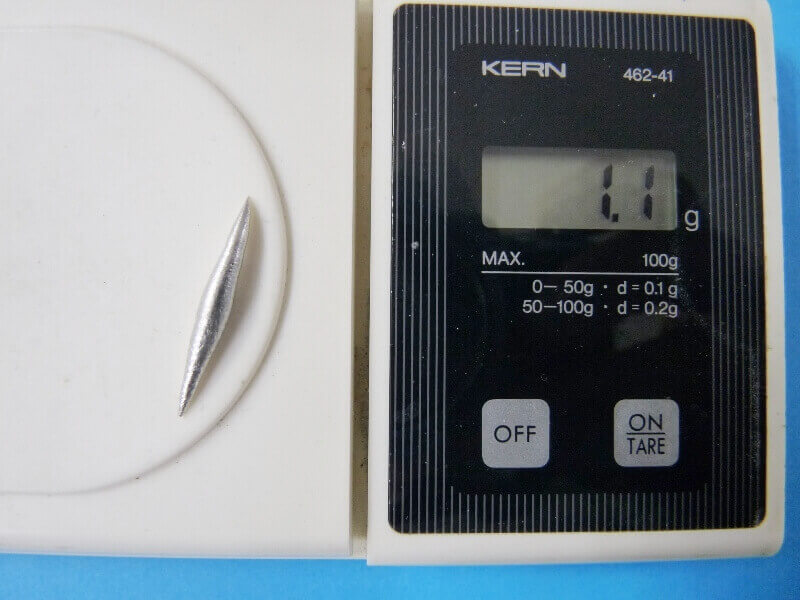 Gouttelette de plomb.
Gouttelette de plomb.
Pensez maintenant à stocker correctement vos composants métalliques propres,
comme je vous l’ai conseillé au tout début de cette phase de nettoyage.

Ne mélangez pas les métaux entre eux, ne stockez ensemble que des composants
identiques tant en composition que en aspect, souillure, oxydation et autres …

Pensez à noter les compositions de vos créations métallurgiques comme ici,
on sait que le bronze comporte inévitablement deux composants principaux :
le cuivre étant le principal composant et l’étain de loin le deuxième.
Ce qui nous donne ici un alliage à 90% de cuivre et 10% d’étain.
Ces identifications sont très importantes en fonction des pièces à couler.
 *** FIN ***
*** FIN ***